
Precast plant equipment
Precast plant
We have a modern industrial plant capable of producing 1,600 units/hr of 4", 6", and 8” blocks, 6 cm and 8 cm paving stones and Grama Blocks. We have an average production capacity of 400,000 units, which are subjected to stringent quality control by the permanent laboratory installed on site as well as certified specialist external laboratories.
We are located in La Valdeza, in the village of Guadalupe, La Chorrera.
Plant equipment:
HESS - RH 600 PRESS:
A modernised machine of proven efficiency. It has high-quality electronic, pneumatic and mechanical systems that ensure reliable production of higher quality concrete pieces.
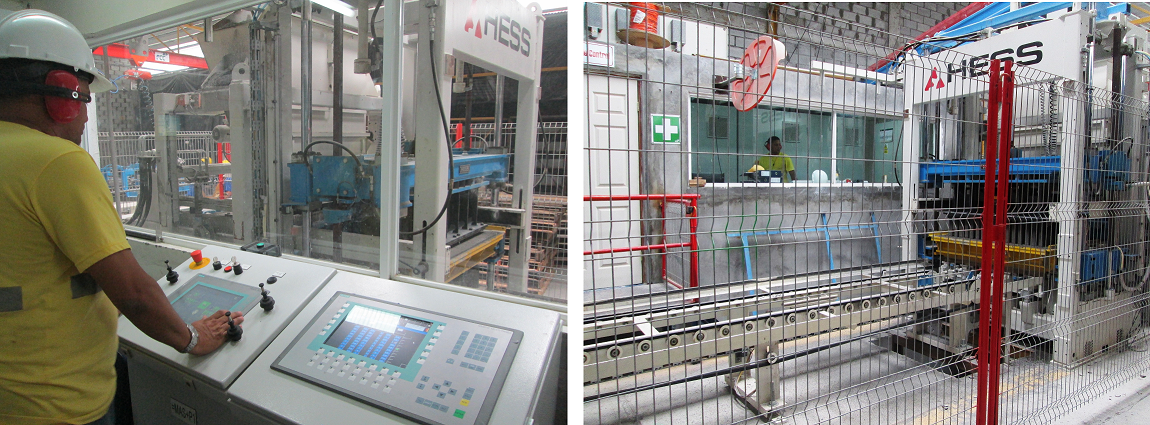
Modular construction::
Depending on the requirements, our staff can program the machine’s level of automation. That way, we can boost production capacity according to demand.
Optimum Compaction:
To achieve optimal compaction and the highest quality product, the press has a reliable compaction system that uses the latest technology with two compacting vibration units, located under the single vibration table. These are equipped with servo motors with adjustable frequency.
- Pneumatic base stopper
- Electro-mechanical drive on silo gates
- Modern control technology: SIEMENS S7
- Twin circuit hydraulic system
- Bottom thruster for production via controlled electronic drive
- Laser level detectors
- Product height chocks
Process:
Mix design:
This ensures optimal homogenisation and the right proportion of components in the concrete mix used to manufacture Preval products.
The mix design is entered in the computer that controls the entire automated precast plant operation.
Highly qualified personnel program all the sensors in the plant by means of the computer to ensure the design is properly repeated in each of the blocks and paving stones.
Once the entire precast production system has been programmed, manufacturing begins.
Aggregate pouring:
Trucks dump the selected crushed mineral aggregates into the feed hoppers, from where the mix is transferred to the dosing dispenser located under them.

Aggregate dosing:
In the dispenser, aggregates are weighed and dropped onto belt conveyors, which also serve as weighing scales that help to distribute the aggregates evenly according to the mix design.
The material is deposited on an elevator that lifts it up to the mixing unit.

Preparation of mixture:
A metering pump adds water and cement in the exact proportions to the aggregates already in the mixer. At this stage, the mix is made more homogenous and its end moisture content controlled from the computer booth.

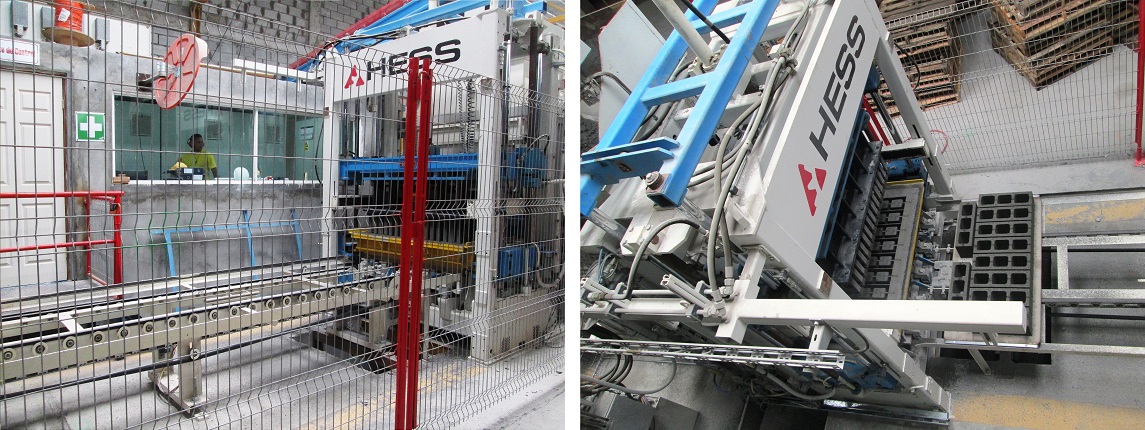
Moulding precast pieces:
Conveyors carry the material from the mixing unit to the HESS RH600 press, which injects it into moulds and compacts the mix using state-of-the-art vibro-compaction technology.
The press is capable of producing about 14 blocks of optimum quality in less than 18 seconds.
These are then laid on a wooden base, which is automatically replaced by an empty base to receive the next batch in progress.
Stacking:
Once the press has moulded the blocks or paving stones, they are transported to the curing rooms, where they are placed on metal shelves or racks, as a prelude to the setting stage.

Setting or curing:
With the blocks housed on racks, forklift trucks move them to the curing area, where they remain for about 24 hours.
The curing area is a closed space in which the prefab parts are subjected to higher temperatures that enhance evaporation and concentration of the necessary moisture level to generate the exothermal reaction that aids primary concrete setting.

De-stacking:
After they have spent the prescribed time in the curing area, the precast parts are fork lifted to the stacker unit, which removes them from the metal racks and into a palletiser, which then lays them on wooden pallets.



Secondary curing:
Once stored on wooden pallets, before shipment, the precast products are taken to the storage yard, where they are continually doused with water to further the curing process. They remain here until they are inspected and approved by the Preval materials lab.
- Parador neumático de base
- Accionamiento electromecánico de compuertas del silo
- Tecnología moderna de control: SIEMENS S7
- Sistema hidráulico de dos circuitos
- Empuje de base para producción por accionamiento electrónico regulado

- Láser de detección de nivel de llenado
- Topes de altura de producto